带刀具偏移的龙门系统
如果刀具的轴有偏移并且与龙门系统的 Z 轴不重合,则刀具的接触点与龙门系统的 X/Y/Z 位置不一致。如果 Z 轴不能旋转,那么得到的 X 和 Y 坐标的偏移量是恒定的,可以直接用于标准龙门变换。
如果刀具沿 C 轴旋转(绕 Z),则偏移量不是恒定的,而是取决于 C 轴的位置。在这种情况下,可以选择两个 POU 之一,具体取决于工具的形式:
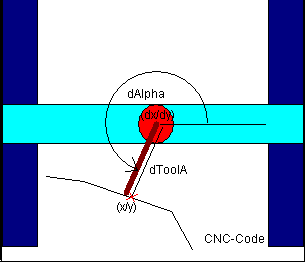
SMC_TRAFO_Gantry2Tool1和SMC_TRAFOF_Gantry2Tool1沿 X 轴旋转的工具点
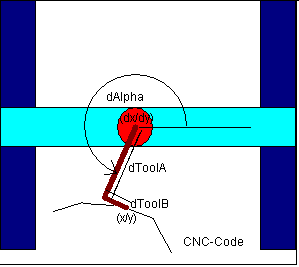
dAlpha并且长度为dToolA.SMC_TRAFO_Gantry2Tool2和SMC_TRAFOF_Gantry2Tool2刀具部分沿 X 轴方向旋转
dAlpha(长度:dToolA)和部分在旋转的 Y 轴方向(长度:dToolB)。
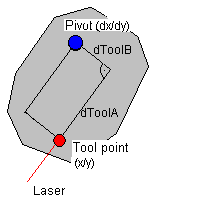
在下例的图中,激光在 X 方向和 Y 方向上都有偏移。
除了执行这种一维变换,还可以使用刀具偏移来调制路径。此时,刀具接近直线。这 SMC_ToolCorr 或者 SMC_ToolRadiusCorr 为此使用功能块。这两种方法的区别在于工具点的速度。如果调制是从 SMC_ToolCorr,则旋转点的速度根据 CNC 程序中的预设值(F,E)进行控制。工具点的速度可以波动。如果使用一维变换,则刀点的速度由 CNC 程序确定。
为了计算工具的方向, SMC_CalcDirectionFromVector 使用 POU。