ツールオフセット付きガントリーシステム
ツールの軸にオフセットがあり、ガントリーシステムのZ軸と一致しない場合、ツールの接触点はガントリーシステムのX / Y / Z位置と一致しません。 Z軸を回転できない場合、結果として得られるX座標とY座標のオフセットは一定であり、標準のガントリー変換に直接使用できます。
ツールがC軸(約Z)だけ回転している場合、オフセットは一定ではありませんが、C軸の位置に依存します。この場合、ツールの形式に応じて、2つのPOUのいずれかを選択できます。
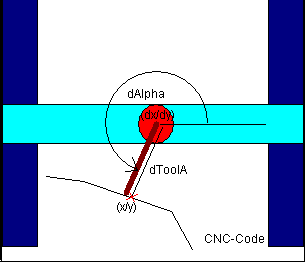
SMC_TRAFO_Gantry2Tool1とSMC_TRAFOF_Gantry2Tool1ツールは、X軸に沿って回転します。
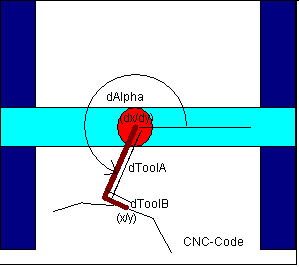
dAlphaとの長さを持っていますdToolA。SMC_TRAFO_Gantry2Tool2とSMC_TRAFOF_Gantry2Tool2ツールは部分的にX軸の方向に回転しています
dAlpha(長さ:dToolA)および部分的に回転したY軸の方向(長さ:dToolB)。
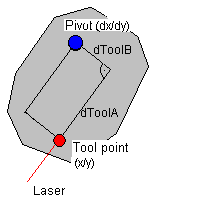
次の例の図では、レーザーはX方向とY方向の両方にオフセットして取り付けられています。
この1次元変換を実行する代わりに、ツールオフセットを使用してパスを変調することもできます。このとき、工具は直線に近づきます。 The SMC_ToolCorr また SMC_ToolRadiusCorr これには機能ブロックが使用されます。これら2つの方法の違いは、ツールポイントの速度です。モジュレーションを使用する場合 SMC_ToolCorr、次に回転点の速度はCNCプログラム(F、E)のプリセットに従って制御されます。ツールポイントの速度は変動する可能性があります。 1次元変換を使用する場合、ツールポイントの速度はCNCプログラムによって決定されます。
ツールの向きを計算するには、 SMC_CalcDirectionFromVector POUが使用されます。