Sistema a portale con offset utensile
Se l'asse dell'utensile ha un offset e non coincide con l'asse Z del sistema a portale, il punto di contatto dell'utensile non coincide con la posizione X/Y/Z del sistema a portale. Se l'asse Z non può essere ruotato, l'offset risultante delle coordinate X e Y è costante e può essere utilizzato direttamente per la trasformazione gantry standard.
Se l'utensile viene ruotato dell'asse C (circa Z), l'offset non è costante, ma dipende dalla posizione dell'asse C. In questo caso è possibile selezionare una delle due POU, a seconda della forma dello strumento:
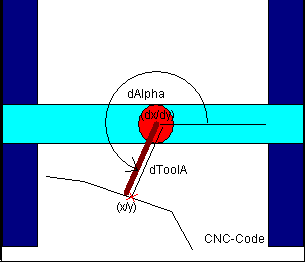
SMC_TRAFO_Gantry2Tool1eSMC_TRAFOF_Gantry2Tool1L'utensile punta lungo l'asse X ruotato di
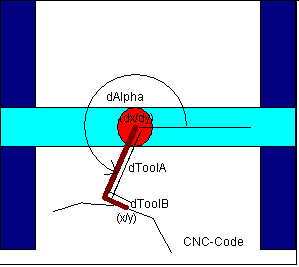
dAlphaed ha una lunghezza didToolA.SMC_TRAFO_Gantry2Tool2eSMC_TRAFOF_Gantry2Tool2L'utensile è parzialmente nella direzione dell'asse X di cui è ruotato
dAlpha(lunghezza:dToolA) e parzialmente nella direzione dell'asse Y ruotato (lunghezza:dToolB).
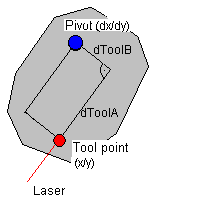
Nella figura dell'esempio seguente, il laser è fissato con un offset sia in direzione X che in direzione Y.
Invece di eseguire questa trasformazione unidimensionale, il percorso può essere modulato anche con una correzione utensile. In questo momento, lo strumento si avvicina a una linea retta. Il SMC_ToolCorr o SMC_ToolRadiusCorr i blocchi funzione vengono utilizzati per questo. La differenza tra questi due metodi è la velocità del punto utensile. Se la modulazione viene utilizzata da SMC_ToolCorr, quindi la velocità del punto di rotazione viene controllata in base alle preimpostazioni nel programma CNC (F, E). La velocità della punta dell'utensile può variare. Se viene utilizzata la trasformazione unidimensionale, la velocità del punto utensile viene determinata dal programma CNC.
Per calcolare l'orientamento dell'utensile, il SMC_CalcDirectionFromVector Viene utilizzato POU.