Système de portique avec décalage d'outil
Si l'axe de l'outil présente un décalage et ne coïncide pas avec l'axe Z du système de portique, le point de contact de l'outil ne correspond pas à la position X/Y/Z du système de portique. Si l'axe Z ne peut pas être tourné, le décalage résultant des coordonnées X et Y est constant et peut être utilisé directement pour la transformation de portique standard.
Si l'outil est tourné par l'axe C (environ Z), alors le décalage n'est pas constant, mais dépend de la position de l'axe C. Dans ce cas, l'un des deux POU peut être sélectionné, selon la forme de l'outil :
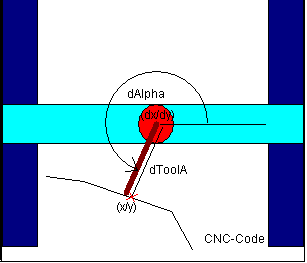
SMC_TRAFO_Gantry2Tool1etSMC_TRAFOF_Gantry2Tool1L'outil pointe le long de l'axe X pivoté de
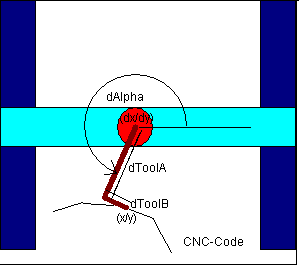
dAlphaet a une longueur dedToolA.SMC_TRAFO_Gantry2Tool2etSMC_TRAFOF_Gantry2Tool2L'outil est partiellement dans la direction de l'axe X tourné par
dAlpha(longueur:dToolA) et partiellement dans la direction de l'axe Y pivoté (longueur :dToolB).
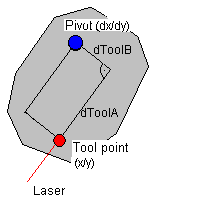
Dans la figure de l'exemple suivant, le laser est fixé avec un décalage dans la direction X et la direction Y.
Au lieu d'exécuter cette transformation unidimensionnelle, la trajectoire peut également être modulée avec un décalage d'outil. A ce moment, l'outil s'approche d'une ligne droite. le SMC_ToolCorr ou SMC_ToolRadiusCorr des blocs fonctionnels sont utilisés à cet effet. La différence entre ces deux méthodes est la vitesse de la pointe de l'outil. Si la modulation est utilisée à partir de SMC_ToolCorr, la vitesse du point de rotation est contrôlée en fonction des préréglages du programme CNC (F, E). La vitesse de la pointe de l'outil peut fluctuer. Si la transformation unidimensionnelle est utilisée, la vitesse de la pointe de l'outil est déterminée par le programme CNC.
Pour calculer l'orientation de l'outil, le SMC_CalcDirectionFromVector POU est utilisé.