Sistema de pórtico con compensación de herramientas
Si el eje de la herramienta tiene un desplazamiento y no coincide con el eje Z del sistema de pórtico, entonces el punto de contacto de la herramienta no coincide con la posición X/Y/Z del sistema de pórtico. Si el eje Z no se puede girar, el desplazamiento resultante de las coordenadas X e Y es constante y se puede utilizar directamente para la transformación de pórtico estándar.
Si el eje C gira la herramienta (alrededor de Z), entonces el desplazamiento no es constante, sino que depende de la posición del eje C. En este caso, se puede seleccionar una de las dos POU, según la forma de la herramienta:
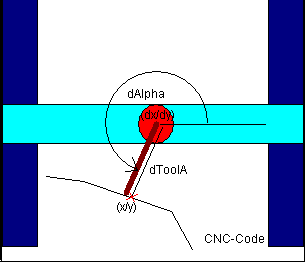
SMC_TRAFO_Gantry2Tool1ySMC_TRAFOF_Gantry2Tool1La herramienta apunta a lo largo del eje X rotado por
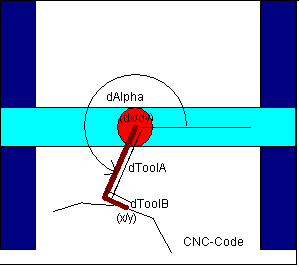
dAlphay tiene una longitud dedToolA.SMC_TRAFO_Gantry2Tool2ySMC_TRAFOF_Gantry2Tool2La herramienta está parcialmente en la dirección del eje X girada por
dAlpha(longitud:dToolA) y parcialmente en la dirección del eje Y girado (longitud:dToolB).
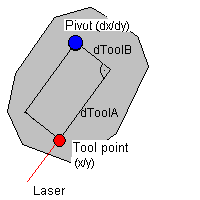
En la figura del siguiente ejemplo, el láser está conectado con un desplazamiento tanto en la dirección X como en la dirección Y.
En lugar de ejecutar esta transformación unidimensional, la ruta también se puede modular con una compensación de herramienta. En este momento, la herramienta se aproxima a una línea recta. El SMC_ToolCorr o SMC_ToolRadiusCorr Para ello se utilizan bloques de funciones. La diferencia entre estos dos métodos es la velocidad de la punta de la herramienta. Si la modulación se utiliza desde SMC_ToolCorr, luego la velocidad del punto de rotación se controla de acuerdo con los valores predeterminados en el programa CNC (F, E). La velocidad de la punta de la herramienta puede fluctuar. Si se utiliza la transformación unidimensional, el programa CNC determina la velocidad del punto de la herramienta.
Para calcular la orientación de la herramienta, el SMC_CalcDirectionFromVector Se utiliza POU.