CNC 实例 08:附加轴的使用
见 CNC08_AdditionalAxes.project 安装目录下的示例工程 CODESYS 在下面 ..\CODESYS SoftMotion\Examples.
这个例子扩展了 CNC01_direct.projekt中描述的项目CNC实例01:直接生成OutQueue.它演示了如何使用附加轴。与 CNC 示例 01 一样,以定义的速度和加速度逼近 X/Y 平面中的四个位置。此外,附加轴 A 在每次运动期间运行。程序在路径上设置了两个路径切换点。
在编辑器中编辑 CNC 程序
打开
CNC01_direct.project安装目录下的项目 CODESYS.在工程中,打开CNC程序
Example.将附加轴 A 的位置添加到行进命令中:
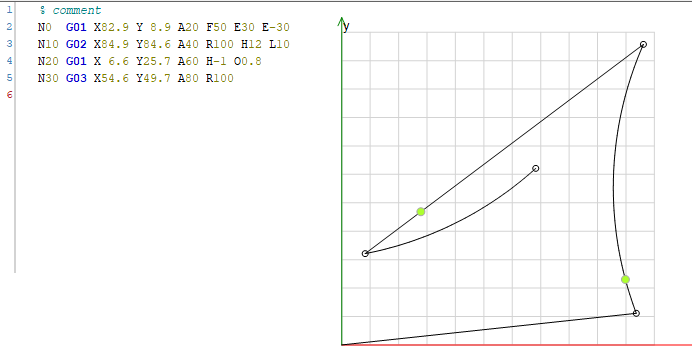
例 49. 数控编辑器N0 G01 X82.9 Y 8.9 A20 F50 E30 E-30 N10 G02 X84.9 Y84.6 A40 R100 H12 L10 N20 G01 X 6.6 Y25.7 A60 H-1 O0.8 N30 G03 X54.6 Y49.7 A80 R100
创建驱动器接口和 PLC 配置
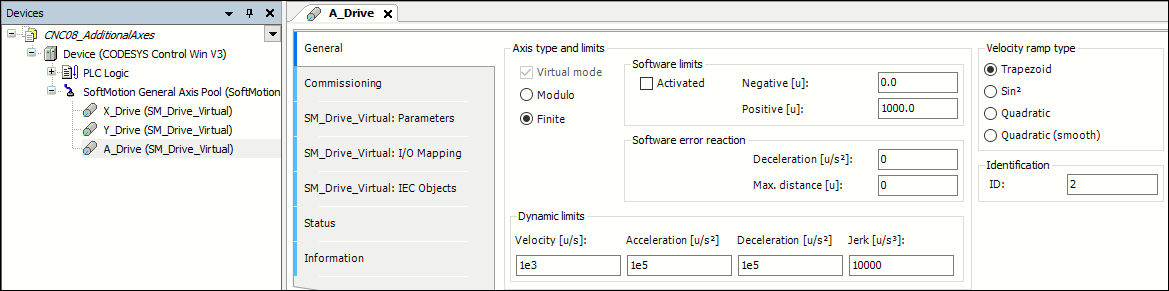
插入一个额外的虚拟驱动器 A_Drive 以下 SoftMotion 通用轴池.
设置参数如下:
编辑 IEC 程序
打开 CFC 程序
Ipo.激活之前添加的驱动器 A_Drive 与
MC_Power功能块。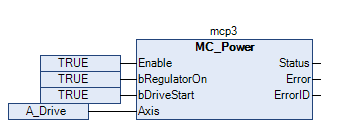
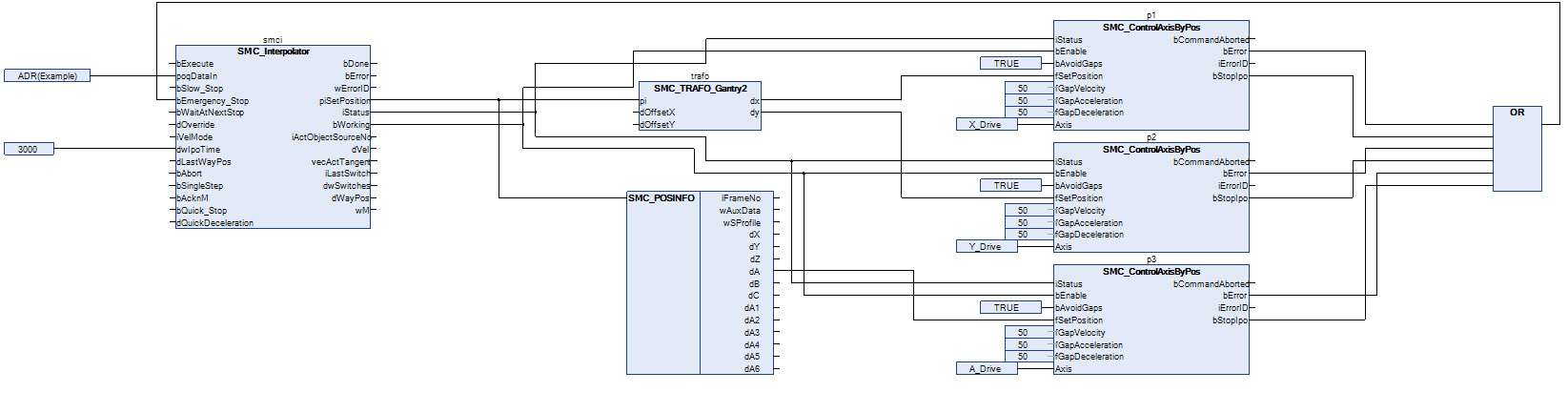
在这个例子中,一个简单的方向轴(A_Drive) 应使用附加轴 A 进行控制。因此,不再需要转换模块。插补器的设定位置直接对应于驱动器的设定位置,并通过
SMC_POSINFO选择器与SMC_ControlAxisByPos功能块。应用程序不保证插值器的输出是连续的。例如,附加轴的位置结束于与开始不同的点。因此,您应该激活间隙避免(bAvoidGaps,fGapVelocity,fGapAcceleration, 和fGapDeceleration)。然后连接bStopIpo输出到bEmergency_Stop插值器的输入和连接插值器的输出iStatus到轴控制功能块的各个输入端。最重要的是,在使用 CFC 编程时要注意功能块的正确顺序。
调试
编译并启动创建的程序。程序一执行 CNC 运动 Execute 已设置插值器的输入。程序完全运行后,您可以应用新的上升沿重新启动它。
在 CNC 程序执行过程中,注意附加轴 A 的位置(piSetPosition.dA),这显示在插值 POU 的可视化中。