CNC 例 08: 追加軸の使用
を参照してください CNC08_AdditionalAxes.project のインストールディレクトリにあるサンプルプロジェクト CODESYS 下 ..\CODESYS SoftMotion\Examples.
この例は、 CNC01_direct.projektで説明されているプロジェクトCNC 例 01: OutQueue を直接生成する.追加の軸を使用する方法を示します。 CNC 例 01 のように、定義された速度と加速度で X/Y 平面内の 4 つの位置にアプローチします。さらに、各移動中に追加の軸 A が実行されます。プログラムは、パス上に 2 つのパス スイッチ ポイントを設定します。
エディターでのCNCプログラムの編集
を開きます
CNC01_direct.projectのインストールディレクトリからのプロジェクト CODESYS.プロジェクトで、CNCプログラムを開きます
Example。追加の軸Aの位置を移動コマンドに追加します。
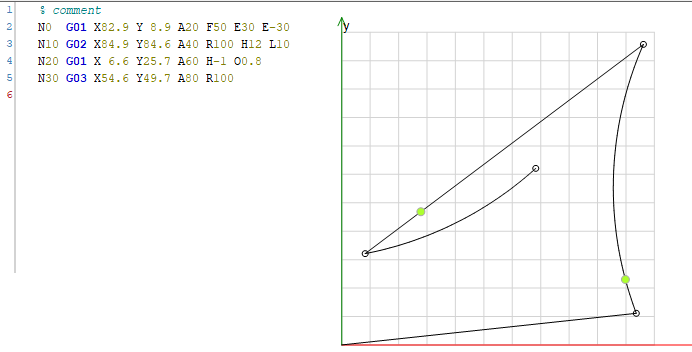
例 49. CNCエディターN0 G01 X82.9 Y 8.9 A20 F50 E30 E-30 N10 G02 X84.9 Y84.6 A40 R100 H12 L10 N20 G01 X 6.6 Y25.7 A60 H-1 O0.8 N30 G03 X54.6 Y49.7 A80 R100
ドライブインターフェースとPLC構成の作成
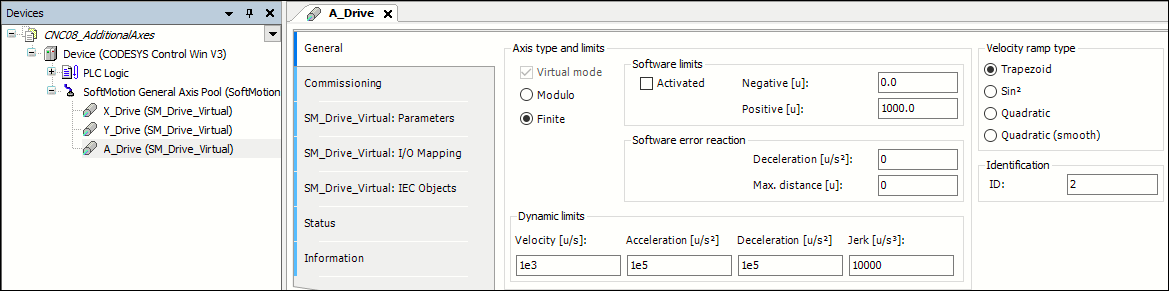
追加の仮想ドライブを挿入します A_Drive 下 SoftMotion一般軸プール。
パラメータを次のように設定します。
IECプログラムの編集
CFCプログラムを開く
Ipo。以前に追加したドライブをアクティブ化する A_Drive とともに
MC_Powerファンクションブロック。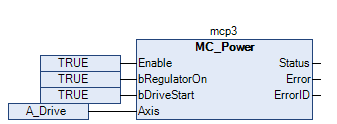
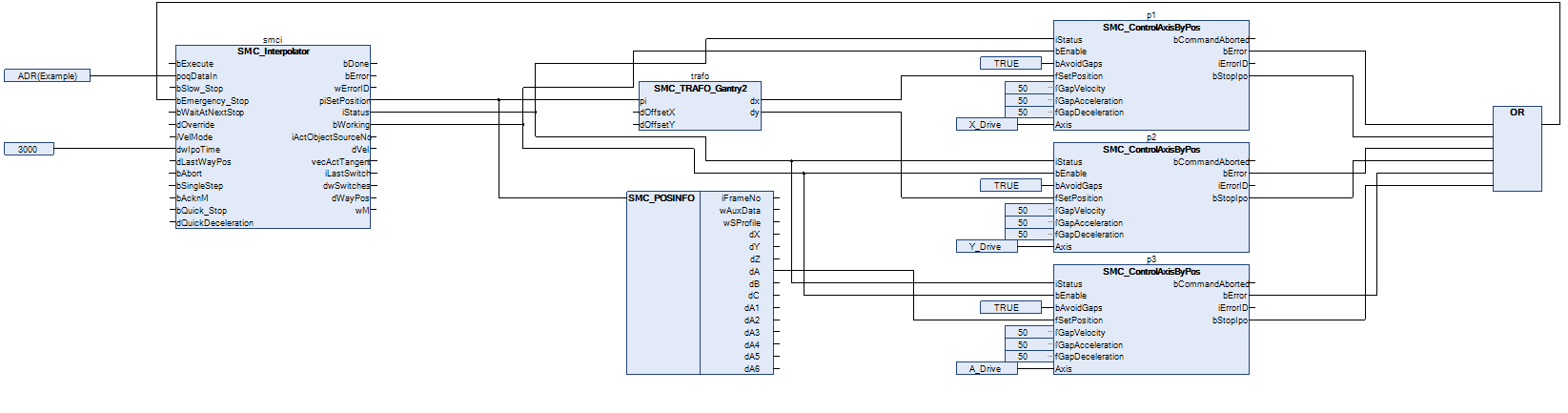
この例では、単純な方向軸(A_Drive)追加の軸Aで制御する必要があります。このため、これ以上の変換モジュールは必要ありません。補間器の設定位置は、ドライブの設定位置に直接対応し、
SMC_POSINFOセレクターSMC_ControlAxisByPosファンクションブロック。アプリケーションは、補間器の出力が連続していることを保証しません。たとえば、追加の軸の位置は、開始点とは異なるポイントで終了します。したがって、ギャップ回避を有効にする必要があります(bAvoidGaps、fGapVelocity、fGapAcceleration、 とfGapDeceleration)。次に、bStopIpoに出力bEmergency_Stop補間器の入力と接続補間器の出力iStatus軸制御機能ブロックのそれぞれの入力に。何よりも、CFCでプログラミングするときは、機能ブロックの正しい順序に注意してください。
試運転
作成したプログラムをコンパイルして起動します。プログラムは、CNCモーションを実行するとすぐに Execute 補間器の入力が設定されました。プログラムが完全に実行されたら、新しい立ち上がりエッジを適用してプログラムを再起動できます。
CNCプログラムの実行中に、追加の軸Aの位置に注意してください(piSetPosition.dA)これは、補間POUの視覚化に表示されます。