Trasformazione a 5 assi
Con la trasformazione a 5 assi è possibile controllare una cinematica composta da tre assi spaziali lineari (X, Y, Z) e una testa utensile. La testa dell'utensile è composta da due assi che sostengono l'utensile. Un asse utensile ruota attorno all'asse Z e lo strumento inclina gli altri secondo lo schema seguente.
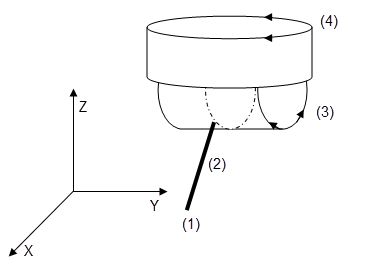
Parametro: Lunghezza di dTool = Distanza dal punto di lavorazione (punta utensile = TCP) all'inclinazione dell'asse rotante.
Posizione X/Y/Z del punto di elaborazione (TCP) incluso in
pi.dX, pi.dY, pi.dZ. Unità: unità di posizione degli assi.Orientamento dell'utensile in base alle coordinate sferiche (inclinazione e azimut) che sono incluse in
pi.dBepi.dC. Unità: gradi angolari.
Il punto di elaborazione (TCP) si trova nella posizione (
0/0/-dTool).L'utensile si estende nella direzione dell'asse Z negativo. L'inclinazione dell'asse rotante è posizionata in modo tale che la rotazione in direzione positiva sposti l'utensile nella direzione dell'asse X positivo.
Per il movimento N30, l'asse di inclinazione che per primo punta in direzione X viene ruotato e al termine del movimento rimane inclinato in direzione X negativa.
N0 PB360 PC360 (set axis B and C in modulo mode 360) N10 F10 FB100 FC100 (velocity in X/Y/Z: 10, in B and C 100) N20 G0 X0 Y0 Z0 C0 B30 (start position) N30 G1 X20 B-30 (target position)
Per ulteriori informazioni, vedere: SMC_TRAFO_5Assi (FB) e SMC_TRAFOF_5Assi (FB)