Esempio CNC 08: Utilizzo di Assi Addizionali
Vedi il CNC08_AdditionalAxes.project progetto di esempio nella directory di installazione di CODESYS sotto ..\CODESYS SoftMotion\Examples.
Questo esempio estende il CNC01_direct.projektprogetto descritto inEsempio CNC 01: Generazione diretta di OutQueue. Dimostra come utilizzare assi aggiuntivi. Come nell'esempio CNC 01, vengono raggiunte quattro posizioni nel piano X/Y con velocità e accelerazione definite. Inoltre, l'asse aggiuntivo A è azionato durante ogni movimento. Il programma imposta due punti di commutazione del percorso sul percorso.
Modifica di un programma CNC nell'editor
Apri il
CNC01_direct.projectproject dalla directory di installazione di CODESYS.Nel progetto, aprire il programma CNC
Example.Aggiungere le posizioni per l'asse aggiuntivo A ai comandi di spostamento:
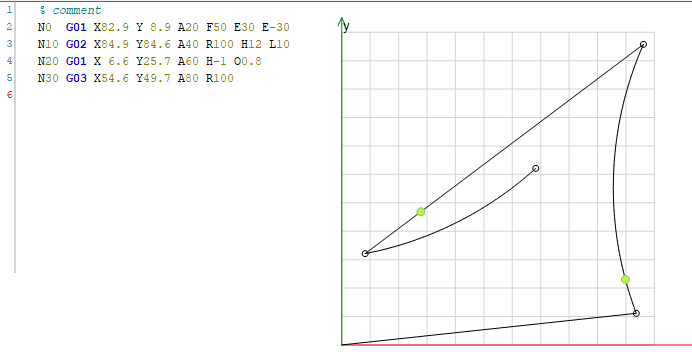
Esempio 49. Editore CNCN0 G01 X82.9 Y 8.9 A20 F50 E30 E-30 N10 G02 X84.9 Y84.6 A40 R100 H12 L10 N20 G01 X 6.6 Y25.7 A60 H-1 O0.8 N30 G03 X54.6 Y49.7 A80 R100
Creazione di un'interfaccia dell'azionamento e configurazione del PLC
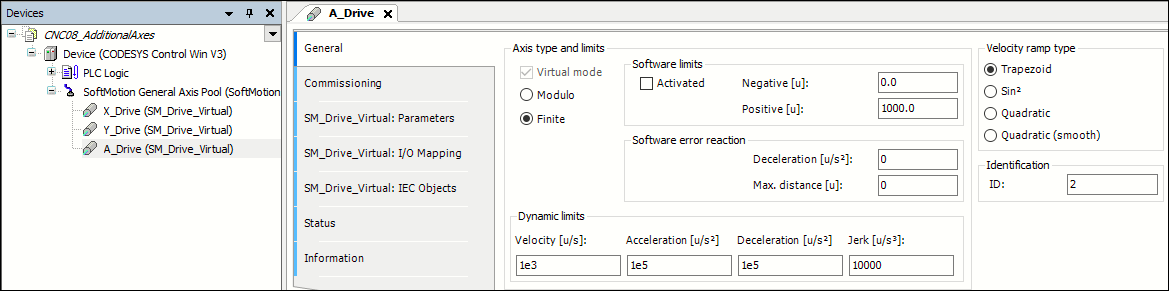
Inserisci un'unità virtuale aggiuntiva A_Drive sotto il Pool di assi generali SoftMotion.
Impostare i parametri come segue:
Modifica di un programma IEC
Aprire il programma CFC
Ipo.Attiva l'unità aggiunta in precedenza A_Drive con il
MC_Powerblocco funzione.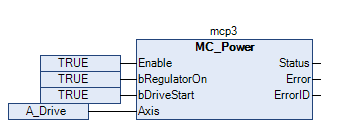
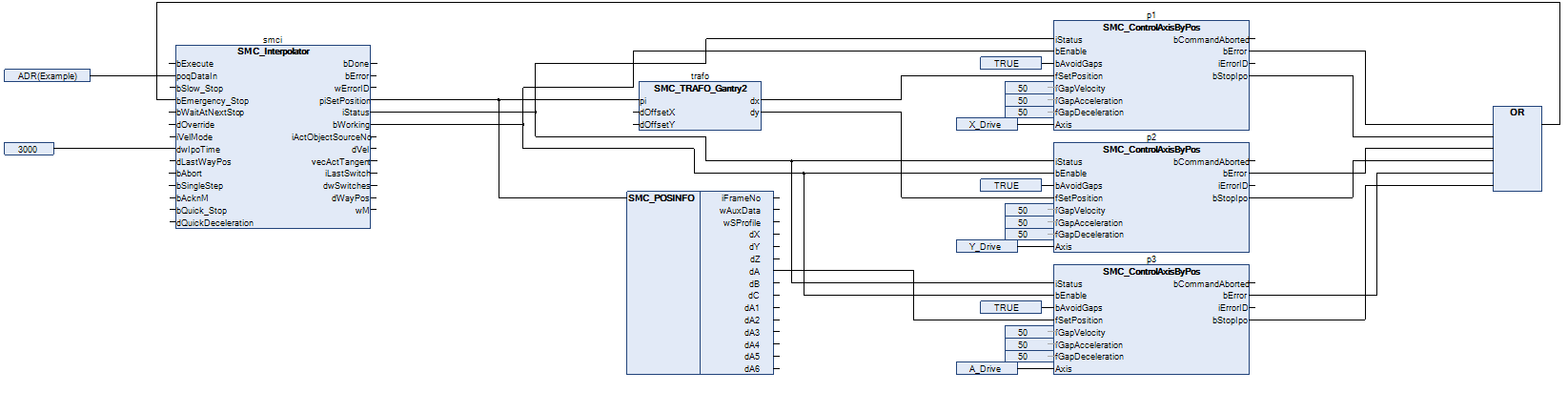
In questo esempio, un semplice asse di orientamento (A_Drive) deve essere controllato con l'asse aggiuntivo A. Per questo motivo non sono necessari più moduli di trasformazione. La posizione nominale dell'interpolatore corrisponde direttamente alla posizione nominale dell'azionamento e viene applicata tramite il
SMC_POSINFOselettore con ilSMC_ControlAxisByPosblocco funzione. L'applicazione non garantisce che le uscite dell'interpolatore siano continue. Ad esempio, la posizione dell'asse aggiuntivo termina in un punto diverso da quello in cui inizia. Pertanto, è necessario attivare l'evitare il gap (bAvoidGaps,fGapVelocity,fGapAcceleration, efGapDeceleration). Quindi collegare ilbStopIpouscita albEmergency_Stopingresso dell'interpolatore e collegare l'uscita dell'interpolatoreiStatusai rispettivi ingressi dei blocchi funzione di controllo dell'asse.Prestare attenzione soprattutto al corretto ordine dei blocchi funzione durante la programmazione con CFC.
La messa in produzione
Compila e avvia il programma creato. Il programma esegue il movimento del CNC non appena il Execute è stato impostato l'ingresso dell'interpolatore. Dopo che il programma è stato eseguito completamente, è possibile applicare un nuovo fronte di salita per riavviarlo.
Durante l'esecuzione del programma CNC, annotare la posizione dell'asse aggiuntivo A (piSetPosition.dA) che viene mostrato nella visualizzazione della POU di interpolazione.