Fondamenti dell'editor CNC
Con la DIN 66025 è possibile creare percorsi fino a 9 dimensioni. Tre di queste dimensioni non sono interpolate linearmente. In X/Y/Z è possibile programmare linee, archi, ellissi, parabole e spline. Sono forniti altri otto assi aggiuntivi. Di questi, cinque sono interpolati linearmente (P/Q/U/V/W) e tre con un polinomio di 3° grado (A/B/C). Per ogni blocco di movimento nel programma CNC, l'interpolatore calcola il percorso di traslazione. Allo stesso tempo, l'interpolatore calcola la forma del percorso, la velocità, l'accelerazione e lo strappo in base all'interpolazione specificata. Per ogni percorso programmato, CODESYS crea automaticamente una struttura dati globale con i dati CNC che possono essere utilizzati in un programma IEC.
Ci sono diverse opzioni per questo scopo:
SMC_CNC_REF: Il programma CNC viene salvato come un array di parole in codice G che vengono elaborate durante il runtime dell'applicazione medianteSMC_NCInterpreter. Il risultato è il percorso CNC descritto come una sequenza di oggetti struttura GEOINFO. Mediante i moduli di preelaborazione del percorso della libreria SM3_CNC (esempio: correzione raggio utensile), questi oggetti possono essere modificati, interpolati, trasformati e trasferiti dall'interfaccia dell'azionamento all'hardware per la comunicazione.SMC_OUTQUEUE: Il programma CNC viene scritto in una struttura dati come un elenco di oggetti struttura GEOINFO con il nomeSMC_OUTQUEUE, e può quindi essere inserito direttamente nell'interpolatore. Di conseguenza, in contrasto conSMC_CNC_REF, non è necessario richiamare il blocco funzionale interprete e il blocco funzionale di preelaborazione del percorso. Tuttavia, il programma non può essere modificato in fase di esecuzione e nessuna variabile nel codice G può essere utilizzata in questa modalità.FILE: Quindi il programma CNC viene salvato come file ASCII nel file system del controller e letto e implementato passo dopo passo. Questo metodo è appropriato soprattutto per programmi di grandi dimensioni che non possono essere archiviati interamente nella memoria. È anche appropriato per i programmi che sono stati generati dall'utente dopo aver compilato l'applicazione del controller.
Struttura dell'editor CNC
L'editor CNC è costituito dai seguenti componenti:
Editor principale: L'editor di testo mostra il programma DIN 66025, oppure l'editor tabellare mostra il percorso del CNC.
Editor grafico: qui viene mostrata la rappresentazione grafica del percorso.
Proprietà vista degli elementi del CNC
Cassetta degli attrezzi vista: contiene strumenti per la selezione e l'inserimento di elementi di percorso
Quando si preme il F6 tasto, lo stato attivo passa dall'editor principale all'editor grafico. Se nell'editor grafico viene selezionato un elemento di percorso, il rispettivo blocco di movimento o riga viene selezionato implicitamente nell'editor di testo o nell'editor di tabelle. Allo stesso modo, un elemento selezionato nell'editor tabulare o nell'editor di testo viene selezionato anche nell'editor grafico. Le modifiche nell'editor grafico vengono applicate nell'editor di testo o nell'editor tabulare e viceversa.
Suggerimento
Le impostazioni CNC a livello di applicazione vengono applicate e salvate nel file Impostazioni CNC oggetto.
Le impostazioni CNC specifiche dell'oggetto vengono applicate e salvate nel file Proprietà finestra di dialogo dell'oggetto CNC.
Componenti software SoftMotion dell'editor CNC
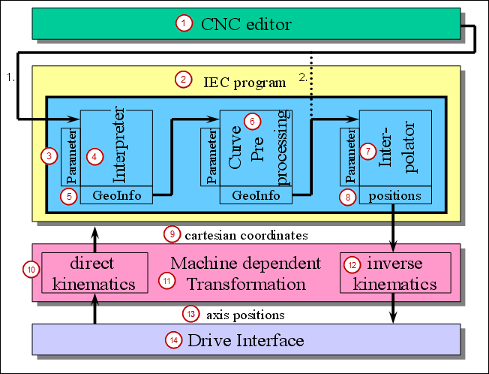
(1) Editor CNC | (2) Programma IEC | (3) Parametro |
(4) Interprete | (5) Informazioni geografiche | (6) Pre-elaborazione del percorso |
(7) Interpolatore | (8) Punti del percorso | (9) Coordinate cartesiane |
(10) Cinematica diretta | (11) Trasformazione specifica per la macchina | (12) Cinematica inversa |
(13) Posizione dell'asse | (14) Interfaccia dell'unità |
Compilazione di oggetti CNC
Il Modalità di compilazione viene selezionato quando si aggiunge un nuovo oggetto CNC e, se necessario, può essere modificato nel file Proprietà dialogo (CNC scheda dell'oggetto CNC). Dipende da Modalità di compilazione, un SMC_OutQueue blocco funzione, SMC_CNC_REF blocco funzione o un file ASCII con il percorso CNC programmato viene creato in fase di compilazione.
Se la Escludi dalla build l'opzione è selezionata in Proprietà dialogo sul Costruire scheda dell'oggetto CNC, non vengono generati dati IEC. In modalità compilazione File, nessun dato viene scaricato nel controllore.
Apertura a CoDeSys V2.3 Progetti
Quando apri un CoDeSys V2.3 progetto dentro CODESYS, viene fornito un convertitore per eseguire le seguenti funzioni purché venga utilizzato un controller SoftMotion:
Ogni programma CNC viene convertito in un oggetto CNC con lo stesso nome e tipo di implementazione DIN 66025. La modalità di compilazione, la dimensione della coda e la posizione iniziale del programma convertito vengono applicati anche come stato della soppressione del passo.
Se la Escludi dalla build l'opzione è selezionata nel programma CNC del CoDeSys V2.3 progetto, allora questa opzione è accettata.
Il Impostazioni CNC l'oggetto viene generato automaticamente.
Tutti gli oggetti CNC sono elencati sotto un'applicazione compatibile con SoftMotion.