Exemple CNC 08 : Utilisation d'axes supplémentaires
Voir le CNC08_AdditionalAxes.project exemple de projet dans le répertoire d'installation de CODESYS en dessous de ..\CODESYS SoftMotion\Examples.
Cet exemple prolonge la CNC01_direct.projektprojet décrit dansExemple CNC 01 : Génération directe de la file d'attente de sortie. Il montre comment utiliser des axes supplémentaires. Comme dans l'exemple CNC 01, quatre positions sont accostées dans le plan X/Y avec une vitesse et une accélération définies. De plus, l'axe supplémentaire A est parcouru lors de chaque mouvement. Le programme définit deux points de commutation de chemin sur le chemin.
Edition d'un programme CNC dans l'éditeur
Ouvrez le
CNC01_direct.projectprojet à partir du répertoire d'installation de CODESYS.Dans le projet, ouvrez le programme CNC
Example.Ajoutez des positions pour l'axe supplémentaire A aux commandes de déplacement :
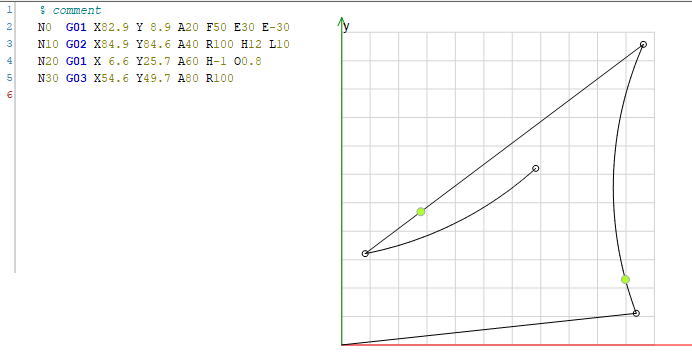
Exemple 49. Editeur CNCN0 G01 X82.9 Y 8.9 A20 F50 E30 E-30 N10 G02 X84.9 Y84.6 A40 R100 H12 L10 N20 G01 X 6.6 Y25.7 A60 H-1 O0.8 N30 G03 X54.6 Y49.7 A80 R100
Création d'une interface variateur et d'une configuration API
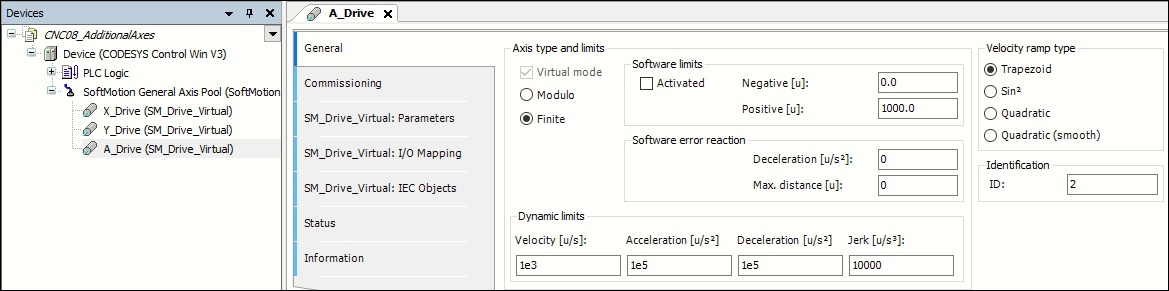
Insérer un lecteur virtuel supplémentaire Une conduite sous le Groupe d'axes généraux SoftMotion.
Définissez les paramètres comme suit :
Edition d'un programme CEI
Ouvrir le programme CFC
Ipo.Activer le lecteur précédemment ajouté Une conduite avec le
MC_Powerbloc fonctionnel.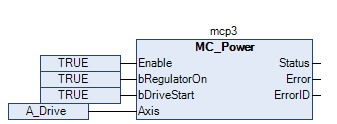
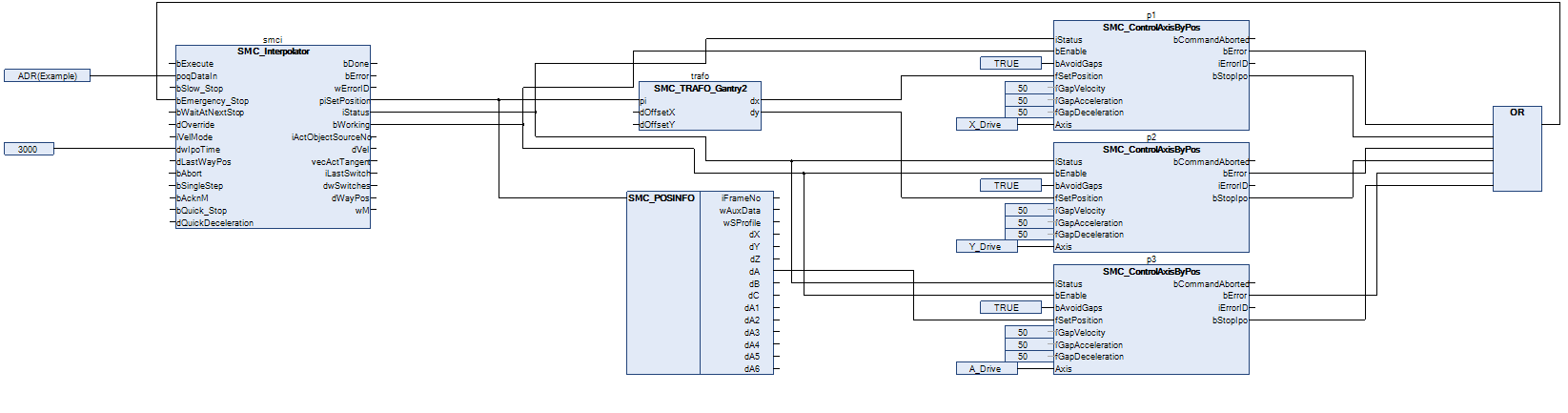
Dans cet exemple, un simple axe d'orientation (Une conduite) doit être commandé avec l'axe supplémentaire A. Pour cette raison, aucun module de transformation supplémentaire n'est nécessaire. La position de consigne de l'interpolateur correspond directement à la position de consigne de l'entraînement et est appliquée via le
SMC_POSINFOsélecteur avec leSMC_ControlAxisByPosbloc fonctionnel. L'application ne garantit pas que les sorties de l'interpolateur sont continues. Par exemple, la position de l'axe supplémentaire se termine à un point différent de celui où elle commence. Par conséquent, vous devez activer l'évitement d'écart (bAvoidGaps,fGapVelocity,fGapAcceleration, etfGapDeceleration). Connectez ensuite lebStopIposortie vers lebEmergency_Stopentrée de l'interpolateur et connecter la sortie de l'interpolateuriStatusaux entrées respectives des blocs fonctionnels de commande d'axe.Veillez avant tout à l'ordre correct des blocs fonctionnels lors de la programmation avec CFC.
Commissioning
Compilez et démarrez le programme créé. Le programme exécute le mouvement CNC dès que le Execute l'entrée de l'interpolateur a été définie. Après l'exécution complète du programme, vous pouvez appliquer un nouveau front montant pour le redémarrer.
Pendant l'exécution du programme CNC, notez la position de l'axe supplémentaire A (piSetPosition.dA) qui apparaît dans la visualisation du POU d'interpolation.