Déplacement, rotation et mise à l'échelle du système de coordonnées
code G: G53, G54, G55, G56
Fonction:
Les commandes du code G G54, G55, et G56 décaler, faire pivoter et mettre à l'échelle le système de coordonnées du décodeur utilisé en interne par le bloc fonctionnel interpréteur SMC_NCInterpreter. Les transformations de coordonnées sont calculées pour tous les éléments du chemin lors de l'exécution du SMC_NCInterpreter instance de bloc fonctionnel.
La commande du code G G53 réinitialise le système de coordonnées du décodeur à la position, à l'orientation et à l'échelle d'origine (correspondant au système de coordonnées de la machine).
Astuce
Vous décalez et faites pivoter le système de coordonnées du décodeur afin de réutiliser le code G des mêmes éléments de chemin qui ne diffèrent que par la position, l'orientation ou l'échelle.
Astuce
La rotation et la mise à l'échelle du système de coordonnées du décodeur ne fonctionnent que dans l'interpréteur en ligne (pas dans l'éditeur CNC).
Systèmes de coordonnées MCS et DCS
Le système de coordonnées machine (MCS) est défini par la cinématique appliquée qui détermine sa position et son orientation.
Le système de coordonnées du décodeur (DCS) est géré par l'interpréteur (SMC_NCInterpreter instance de bloc fonction). Toutes les informations de coordonnées pour les commandes de mouvement sont interprétées dans ce système de coordonnées. Cela affecte la position cible d'un mouvement (X/Y/Z), ainsi qu'un milieu d'arc (I/J/K) ou un avion réglé avec G15/G16/G17/G18/G19.
Le DCS est programmé avec les commandes G53/G54/G55/G56. Vous pouvez faire pivoter, déplacer et mettre à l'échelle le DCS par rapport au système de coordonnées de la machine, et donc adapter la position, l'orientation et la mise à l'échelle dans le fichier de code G autant de fois que vous le souhaitez. Vous programmez les éléments de chemin relatifs au DCS. Par exemple, cela peut être un avantage pour les mêmes éléments de chemin dans différentes positions et orientations.
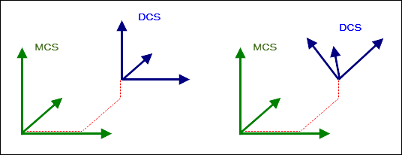
L'image suivante montre un décalage (à gauche) et un décalage avec rotation (à droite).
L'interprète obtient les informations de son eOriConv entrée sur la question de savoir si A/B/C sont traitées comme des axes supplémentaires ou comme des valeurs d'orientation. Les coordonnées des éléments du chemin sont transformées en conséquence. Le bloc fonction interpréteur gère donc un système de coordonnées actif. Initialement, si le DCS n'est ni décalé, ni tourné, ni mis à l'échelle, alors le DCS correspond au MCS. Les positions de départ et cible ainsi que le plan des arcs sont spécifiés dans les objets GeoInfo générés toujours par rapport au MCS.
| Aucune convention d'orientation n'est spécifiée. Le contenu du mot de code G A/B/C est interprété comme une valeur de décalage. |
| La convention d'orientation est la convention Y standard (Z, Y', Z''). Le contenu du mot de code G A/B/C est interprété comme une valeur d'angle. |
| La convention d'orientation est la convention lacet-tangage-roulis (Z, Y', X''). Le contenu du mot de code G A/B/C est interprété comme une valeur d'angle. |
| La convention d'orientation est la convention XYZ (X, Y', Z''). Le contenu du mot de code G A/B/C est interprété comme une valeur d'angle. |
Commandes G53, G54, G55, G56
Code G | La description |
|---|---|
| Réinitialise le système de coordonnées du décodeur Le DCS est réinitialisé à la même position et orientation que le MCS. |
| Absolu décalage, rotation et mise à l'échelle du DCS Les valeurs se réfèrent au MCS. Si une convention d'orientation est pas spécifié ( Si une convention d'orientation est spécifiée, alors la commande entraîne un décalage également le long des axes X/Y/Z et le long des axes linéaires supplémentaires P/Q/U/V/W. De plus, les axes de coordonnées sont tournés. Ensuite, la convention d'orientation fournit l'ordre de rotation et les mots de code G A/B/C donnent les angles de rotation en degrés. Remarque : Le décodeur peut effectuer des rotations directionnelles dans une plage de -180° à +180°. Si vous spécifiez un angle en dehors de cette plage, le décodeur convertit la valeur afin qu'elle se situe dans la plage exécutable. Ce n'est qu'alors que le décodeur fait pivoter les axes de coordonnées. Par exemple, une rotation de -10° est effectuée pour un angle de 350°. |
| Relatif décalage, rotation et mise à l'échelle du DCS vers sa position et son orientation actuelles Par conséquent, les valeurs sont relatives à l'origine DCS actuelle et interprétées dans la direction des axes de coordonnées actuels du DCS. Un décalage/une rotation supplémentaire est ajouté par rapport au système de coordonnées machine. Si une convention d'orientation est ne pas spécifié, la commande entraîne un décalage relatif uniquement le long des axes X/Y/Z/A/B/C et sur tous les axes linéaires supplémentaires P/Q/U/V/W. Par conséquent, un décalage peut également être programmé le long des axes A/B/C. Si une convention d'orientation est spécifiée, alors la commande entraîne un décalage relatif également le long des axes X/Y/Z et le long des axes linéaires supplémentaires P/Q/U/V/W. Mais surtout, les axes de coordonnées sont davantage tournés. Ensuite, la convention d'orientation fournit l'ordre de rotation et les mots de code G A/B/C donnent les angles de rotation. |
| Réinitialise le point de référence du système de coordonnées du décodeur L'orientation, la position et l'échelle actuelles du DCS sont définies comme référence. Astuce : Si le point de référence est X0 Y0 Z0 A0 B0 C0, alors le DCS est réglé de manière identique à la position et à l'orientation actuelles. |
Syntaxe
G53 G54 X Y Z A B C I J K P Q U V W G55 X Y Z A B C I J K P Q U V W G56 X Y Z A B C I J K P Q U V W
Mot de code G | La description |
|---|---|
| Valeur autour de laquelle le système de coordonnées du décodeur est décalé |
| Si l'entrée est Si la Remarque : Lors de la programmation de la rotation DCS, les angles de rotation doivent toujours être spécifiés dans |
| Mise à l'échelle dans la direction X Exemple: |
| Mise à l'échelle dans la direction Oui Exemple: |
| Mise à l'échelle dans la direction Z Exemple: |
| Valeur autour de laquelle l'axe supplémentaire du système de coordonnées du décodeur est décalé |
Déplacement du DCS
Met le
eOriConventrée duSMC_NCInterpreterinstance de bloc fonctionnel àSMC_ORI_CONVENTION.ADDAXES.Le DCS peut être déplacé. Une rotation n'est pas possible.
Programmer la trajectoire CNC. Tout d'abord, spécifiez le décalage de position du DCS.
Exemple:
G54 X10 Y10 Z10 A30 B30 C30Les axes X/Y/Z/A/B/C du DCS sont décalés.
Décalage absolu
N10 G0 X100 Y100 F100 N20 G54 X50 Y50 (Offset auf 50/50) N30 G1 X0 Y0 (Fahrt nach 50/50) N40 G54 X100 Y100 (Offset auf 100/100) N50 G1 X0 Y0 (Fahrt nach 100/100) N60 G53 (Offset auf 0) N70 G1 X0 Y0 (Fahrt nach 0/0)
Position actuelle comme décalage
N0 G0 X100 Y100 F100 N10 G56 X0 Y0 (Aktuelle Position 100/100 wird 0/0) N20 G1 X10 (Fahrt nach 110/100) N30 G56 X20 Y0 (Aktuelle Position 110/100 wird 20/0) N40 G1 X0 (Fahrt nach 90/100)
Adapter l'offset par valeur
N0 G54 X10 Y20 Z30 U7 (Offset: X=10, Y=20, Z=30, U=7) N10 G55 X-10 U7 (Offset: X=0, Y=20, Z=30, U=14)
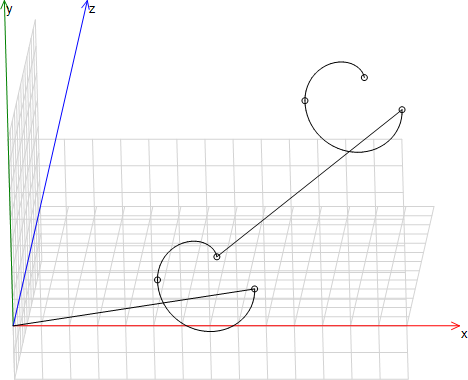
Mêmes éléments de chemin dans deux positions
N05 G17 N10 G54 X10 Y10 Z10 N20 G01 X6.574 Y-10 Z-1.961 I8.287 J-0.000 N30 G02 X-0.480 Y-10 Z0.008 I-3.527 J4.988E-05 N040 G02 X3.418 Y-9.806 Z4.482 I1.949 J0.097 N50 G55 X10 Y10 Z10 N60 G01 X6.574 Y-10 Z-1.961 I8.287 J-0.000 N70 G02 X-0.480 Y-10 Z0.008 I-3.527 J4.988E-05 N80 G02 X3.418 Y-9.806 Z4.482 I1.949 J0.097
Déplacement et rotation du DCS
Met le
eOriConventrée duSMC_NCInterpreterinstance de bloc fonction à la convention d'orientation souhaitée (par exemple,SMC_ORI_CONVENTION.ZYZ).La convention d'orientation et l'ordre de rotation des axes X/Y/Z du DCS sont programmés. Pour
SMC_ORI_CONVENTION.ZYZ, l'ordre de rotation est ZY'Z'' et correspond à la convention Y standard.Remarque : tant que l'entrée
eOriConvcontient une convention d'orientation et non la valeurSMC_ORI_CONVENTION.ADDAXES, les valeurs des motsA/B/Csont interprétées comme des valeurs d'angle pour la rotation pour les commandes du code GG54/G55/G56.Programmer la trajectoire CNC. Tout d'abord, spécifiez le décalage de position et la rotation du DCS.
Exemple:
G54 X10 Y10 Z10 A30 B30 C30Les valeurs des mots
A/B/Cfournir le sens de rotation et l'angle en degrés. Le système de coordonnées est pivoté en conséquence. Les valeurs des motsX/Y/Zdéfinir le décalage.Remarque : Lors de la programmation de la rotation DCS, les angles de rotation doivent toujours être spécifiés dans
A/B/Cpour les trois axes. Un angle de rotation manquant provoque une erreur lors du décodage (SMC_DEC_DCS_NOT_ALL_OF_ABC_GIVEN).Si la
eOriConventrée duSMC_NCInterpreterl'instance de bloc fonction contient la valeurSMC_ORI_CONVENTION.ADDAXES, la rotation du DCS n'est alors pas possible. Les valeurs dansG54/G55/G56sont interprétées comme des valeurs d’axe de spline supplémentaires. Le déplacement est possible.
La convention d'orientation a été définie dans les exemples comme la convention Y standard (eOriConv = SMC_ORI_CONVENTION.ZYZ). En général pour G54: X/Y/Z/A/B/C/P/Q/V/W fournit une valeur absolue dans le MCS. G55: X/Y/Z/A/B/C/P/Q/V/W fournit une valeur relative dans le DCS. G56: X/Y/Z/A/B/C/P/Q/V/W fournit une nouvelle valeur absolue dans le DCS.
Orientation absolue avec G54
N01 G54 X10 A30 B0 C0
G54 entraîne un décalage et une rotation. La position et l'orientation sont fournies de manière absolue au MCS.
Orientation relative avec G55
N01 G54 X10 A30 B0 C0 (Bezieht sich auf MCS) N02 G55 Y10 A0 B30 C0 (Bezieht sich auf das in 01 definierte DCS)
G54 entraîne un décalage de 10 unités dans la direction X et une rotation de 30° autour de l'axe Z absolu par rapport au MCS. Dans le bloc 02, le DCS est décalé de 10 unités supplémentaires dans la direction de l'axe Y tourné et ensuite tourné de 30° supplémentaires autour de l'axe Y tourné. Par conséquent, la transformation dans le bloc 02 est relative à la transformation dans le bloc 01.
Référencement par rapport à l'orientation actuelle avec G56
N01 G01 X10 A10 B90 C10 (Orientierung ist A=10°, B=90°, C=10°) N02 G56 A0 B0 C0 (DCS wird auf X=10, A=10°, B=90°, C=10° gesetzt)
G56 entraîne la mise en référence de l'orientation actuelle du DCS (programmée au bloc 01 dans l'exemple).
Exemple : Arc
N0 G17 N0 G54 A0 B90 C0
Le plan circulaire sélectionné est interprété par rapport au DCS. Dans l'exemple, le plan X/Y est sélectionné avec G17 puis le DCS est tourné de 90° autour de l'axe Y. Ensuite, le plan sélectionné dans le DCS est le plan X/Y comme précédemment. Cela correspond à celui du plan X/Z dans le MCS.
Avec G17, le plan X/Y est sélectionné. Ensuite, le DCS est tourné de 90°. Cela entraîne l'activation du plan X/Y dans le DCS comme auparavant. Cela correspond au plan X/Y dans le MCS.
Astuce
En mode 2.5D (G15), la rotation est autorisée uniquement autour de l'axe Z. La rotation autour d'un autre axe provoque une erreur qui est émise par le décodeur (SMC_DEC_DCS_2D_NOT_IN_XY_PLANE). Par conséquent, le plan X/Y du MCS reste toujours défini en mode 2,5D.
Mise à l'échelle du système de coordonnées
Important
Si une rotation est programmée après une mise à l'échelle inégale, alors un écrêtage peut se produire. Dans ce cas, l'erreur SMC_DEC_ROTATION_AFFECTS_SCALING n'est pas délivré.
Important
Les trois facteurs d'échelle doivent être spécifiés ou aucun.
Mise à l'échelle absolue
Syntaxe: G54 I<i> J<j> K<k>
Un système de coordonnées peut être étiré ou compressé dans les trois directions spatiales X/Y/Z indépendamment les uns des autres. Vous pouvez spécifier un facteur pour chaque direction. Spécifiez le facteur d'échelle pour X dans I, Y dans J et Z dans K. Un facteur d'échelle > 1 s'étend. Un facteur d'échelle < 1 compresse.
Extension de 10x :
N01 G01 X10 N02 G54 A90 B0 C0 I10 J1 K1 N03 G01 X10 Y20 N04 G01 X5 Y10
Tous les points cibles sont étendus de 10x dans la direction de l'axe X pivoté.
Le code suivant génère le même chemin :
N01 G01 X10 N02 G01 X-20 Y100 N03 G01 X-10 Y50.
Si ni I ni J ni K ne sont spécifiés, la valeur précédemment définie reste inchangée :
N01 G54 I10 J1 K1 N02 G54 X1 N03 G01 X10
Le même chemin est réalisé avec le code suivant :
N01 G01 X101
Mise à l'échelle relative
Syntaxe: G55 I<i> J<j> K<k>
Un facteur d'échelle > 1 s'étend. Un facteur d'échelle < 1 compresse. Les facteurs d'échelle sont multipliés.
Extension de 100x :
N01 G54 I10 J1 K1 N02 G55 I10 J1 K1 N03 G01 X10 Y20 N04 G01 X5 Y10
Le code suivant donne la même mise à l'échelle :
N01 G55 I100 J1 K1
Mise à l'échelle circulaire
La mise à l'échelle d'un arc n'est valide que si l'élément est toujours un arc (pas une ellipse) après la mise à l'échelle.
Lorsque les trois facteurs d'échelle ont la même valeur
Lorsque le plan circulaire est l'un des plans principaux du DCS et que les deux facteurs d'échelle correspondants sont les mêmes valeurs
Symétrie du système de coordonnées
Une mise à l'échelle absolue avec des facteurs d'échelle négatifs dans I, J, ou K entraîne la mise en miroir du système de coordonnées courant.
Facteur d'échelle négatif
G54 A30 B0 C0 I-1 J1 K1