Implementación de un bloque de funciones de preprocesamiento de rutas
Vea el CNC14_PathPreprocessing.project proyecto de ejemplo en el directorio de instalación de CODESYS debajo ..\CODESYS SoftMotion\Examples.
El proyecto de ejemplo muestra cómo implementar un nuevo bloque de funciones de preprocesamiento de rutas.
El preprocesamiento de rutas se usa generalmente para modificar la ruta que se lee del código G. Esto permite implementar funciones como la corrección del radio de la herramienta o el suavizado de esquinas. Sin embargo, también es posible integrar funciones específicas para una máquina o aplicación en particular como un bloque de funciones de preprocesamiento de rutas
Para obtener más información sobre el preprocesamiento de rutas, consulte lo siguiente: Preprocesamiento de rutas y tamaños de cola.
Para ver un ejemplo de cómo usar un bloque de función de preprocesamiento de rutas, consulte lo siguiente: Ejemplo 03 de CNC: Realización del preprocesamiento de ruta en línea.
Limitar el cambio de tangente
El ejemplo muestra una aplicación de corte 2D. Se debe usar un cuchillo para cortar a lo largo de una trayectoria definida por el código G. El SMC_TRAFO_GantryCutter2 La transformación se usa para determinar el ángulo de la cuchilla en función de la tangente actual de la trayectoria.
El desafío es que la cuchilla no debe girar demasiado rápido, de lo contrario el corte no quedará limpio. La limitación de la velocidad angular de la cuchilla se resuelve en el proyecto de muestra mediante el bloque de funciones de preprocesamiento de rutas recién creado LimitTangentVelocity. Cambia la velocidad de avance en la trayectoria para que la velocidad de cambio de la tangente no supere un valor máximo configurable
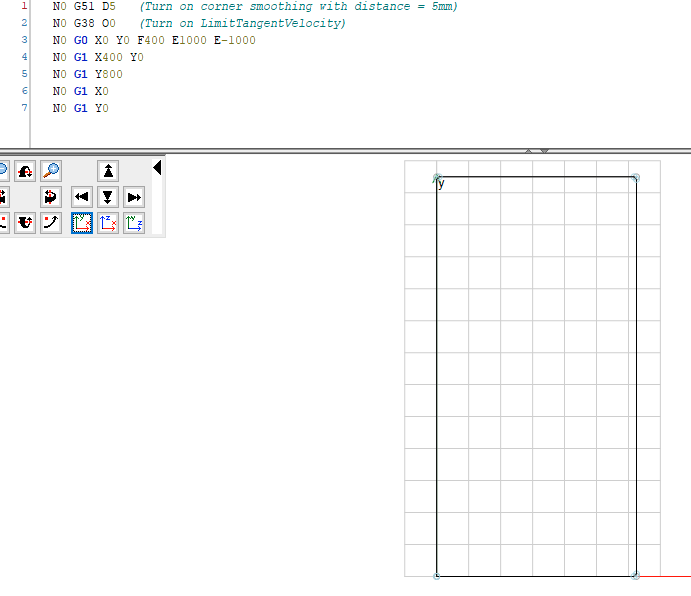
El código G es un rectángulo simple con esquinas suavizadas.
 |
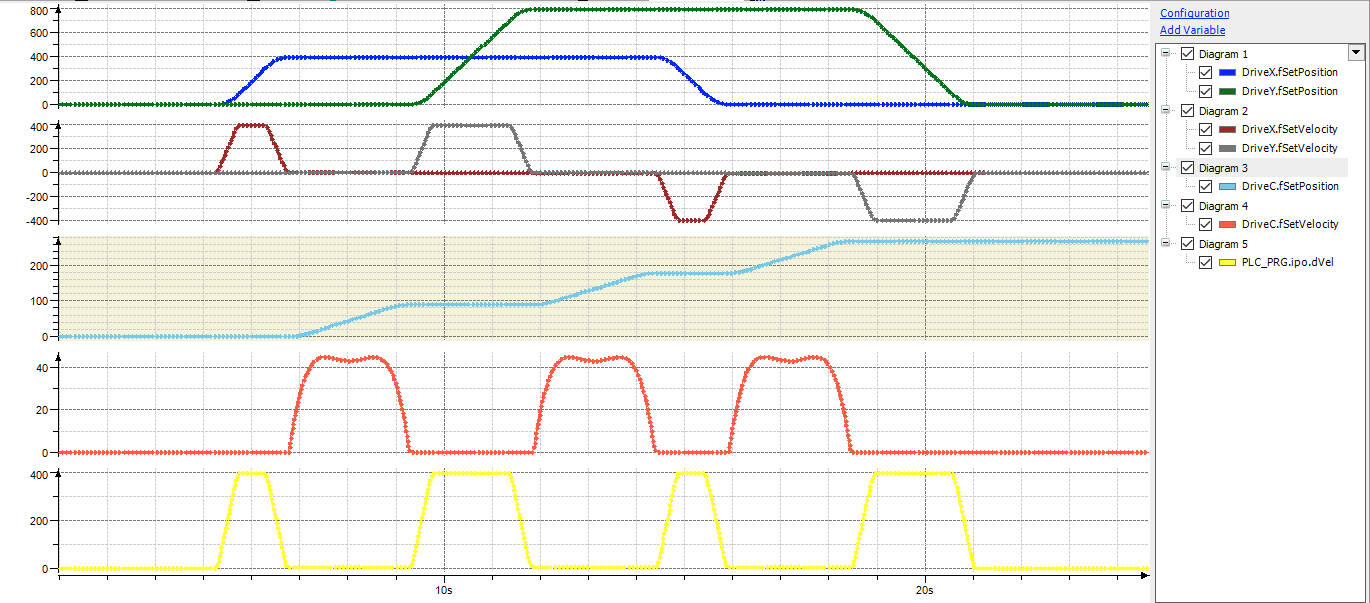
La traza muestra el resultado de la ejecución: la velocidad del eje C, que corresponde a la velocidad de rotación de la cuchilla, se muestra en naranja. Está limitado a 45 °/s según lo especificado
 |
Estructura de la solicitud
La estructura es típica de las aplicaciones de CNC. El código G se lee en la tarea en segundo plano y aquí también se realiza el preprocesamiento de la ruta. La interpolación se realiza en
El LimitTangentVelocity el bloque de función muestra los pasos y estados necesarios para un bloque de funciones de preprocesamiento de rutas.
El principio básico es que el bloque de funciones lee, procesa y, a continuación, escribe los elementos de la ruta (tipo SMC_GEOINFO) de la cola de entrada (poqDataIn) a la cola de salida (poqDataOut). Los elementos se eliminan de la cola de entrada
La lógica para cambiar la velocidad de alimentación se encuentra en las líneas 102-138. ComputeMaxCurvature calcula la curvatura máxima que puede producirse en un elemento de trayectoria determinado.
// Our velocity limitation comes here. This modifies an element from the // input queue and copies the modified element to the output queue. // Finally, the element is removed from the input queue m_geo := pgeo^; // Copy the element // Note: the feature flags set in the G-Code with G38/G39 can be queried // by reading pgo^.dwFeatureFlags, like this: IF (SHR(m_geo.dwFeatureFlags, featureFlag) AND 1) = 1 THEN // feature is turned on ok := ComputeMaxCurvature(m_geo, kappa=> kappa_max); IF NOT ok THEN // Curvature cannot be computed m_state := STATE_ERROR; ErrorID := SMC_INVALID_PARAMETER; OnExit(); RETURN; END_IF // Compute maximum allowed path velocity based on maximum curvature // and maximum allowed angular velocity IF kappa_max = 0 THEN // No curvature, no limitation necessary vel := m_geo.dVel; ELSE vel := m_maxAngularVelocity_rad / kappa_max; END_IF IF velMin < 0 OR vel < velMin THEN velMin := vel; END_IF // Set new maximum velocity for the element m_geo.dVel := MIN(m_geo.dVel, vel); ELSE // feature is turned off END_IF
Puesta en servicio
Cree la aplicación y descárguela en un controlador.
Inicie la aplicación.
Abra la traza y descárguela al controlador.
Escribe el valor
TRUEa las variablesPath.bExecuteyPLC_PRG.bStart.Puede rastrear el procesamiento del código G en la traza.