Portalsystem mit Werkzeugversatz
Wenn die Achse des Werkzeugs nicht mit der Z-Achse des Portalsystems zusammenfällt, sondern um einen Offset verschoben ist, stimmt der Eingriffspunkt des Werkzeugs nicht mit der X-/Y-/Z-Position des Portalsystems überein. Wenn die Z-Achse nicht gedreht werden kann, ist der resultierende Offset der X- und Y-Koordinaten konstant und kann direkt für die Standard-Portal-Transformation verwendet werden.
Wenn das Werkzeug durch die Achse C (um Z) gedreht wird, ist der Offset nicht konstant, sondern hängt von der Position der Achse C ab. In diesem Fall kann zwischen 2 Bausteinen gewählt werden, je nach Form des Werkzeugs:
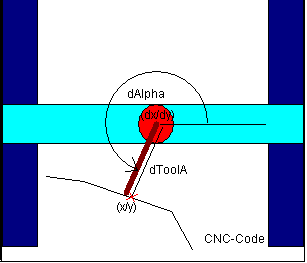
SMC_TRAFO_Gantry2Tool1undSMC_TRAFOF_Gantry2Tool1Das Werkzeug zeigt entlang der um
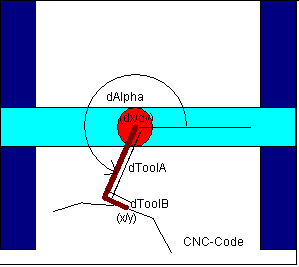
dAlphagedrehten X-Achse und hat die LängedToolA.SMC_TRAFO_Gantry2Tool2undSMC_TRAFOF_Gantry2Tool2Das Werkzeug hat einen Anteil in Richtung der um
dAlphagedrehten X-Achse (LängedToolA) und einen Anteil in Richtung der gedrehten Y-Achse (LangedToolB).
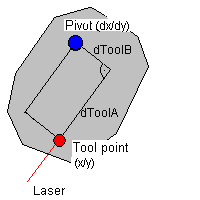
In dem in der folgenden Abbildung gezeigten Beispiel ist der Laser sowohl in X-Richtung als auch in Y-Richtung versetzt angebracht.
Statt diese eindimensionale Transformation auszuführen, kann die Bahn auch mit einer Werkzeugverschiebung moduliert werden - das Werkzeug wird dabei als Gerade angenähert. Dazu werden die Funktionbausteine SMC_ToolCorr oder SMC_ToolRadiusCorr verwendet. Der Unterschied zwischen den beiden Methoden liegt in der Geschwindigkeit des Werkzeugpunkts. Wenn die Modulation via SMC_ToolCorr verwendet wird, wird die Geschwindigkeit des Rotationspunktes entsprechend den Voreinstellungen im CNC-Programm (F, E) kontrolliert. Dabei kann die Geschwindigkeit des Werkzeugpunkts schwanken. Wenn die eindimensionale Transformation verwendet wird, wird die Geschwindigkeit des Werkzeugpunkts durch das CNC-Programm bestimmt.
Um die Ausrichtung des Werkzeugs zu berechnen, wird der Baustein SMC_CalcDirectionFromVector verwendet.